How to Weld Stainless Steel Tubes to Carbon Steel Tubesheet
2026-03-17 15:21:12
Welding stainless steel tubes to a carbon steel tubesheet is one of those jobs that looks straightforward on paper but gets complicated quickly on the shop floor. The materials want to behave differently. Stainless has lower thermal conductivity and higher thermal expansion than carbon steel. The weld pool acts differently. And if you get it wrong, you end up with cracks, incomplete fusion, or joints that fail hydrotest.
We have built automatic tube to tubesheet welding machine systems for over a decade, and this specific material combination comes up constantly—especially in heat exchangers where corrosion resistance is needed on the tube side but cost drives the tubesheet material. Here is what we have learned about doing it right.
Understanding the Challenge First
Before we talk about how to weld, let us be clear about what makes stainless-to-carbon steel welding different. The two materials have different coefficients of thermal expansion. When the joint heats up during welding, the stainless tube wants to expand more than the carbon steel tubesheet. That creates residual stresses. If those stresses are high enough, you get cracking in the heat-affected zone or the weld metal itself .
The other issue is dilution. If you melt too much of the carbon steel into the weld pool, you can create a microstructure that is brittle or susceptible to corrosion. This is why filler metal selection matters—you need something that accommodates both sides.
Research has shown that incomplete fusion and penetration in these joints often come down to welder technique, not the materials being "unweldable" . In one documented case, what looked like material problems turned out to be contamination from cutting fluids trapped in the annular space between tube and hole . That contamination decomposed in the arc, generated hydrogen, and caused porosity. Cleanliness is not optional here.
The Equipment That Makes It Possible
You can weld stainless to carbon steel manually, but consistency suffers. A skilled welder might produce perfect joints first thing in the morning and start drifting by afternoon. This is where an automatic tube to tubesheet welding machine becomes essential. The machine does not get tired, does not lose concentration, and executes the same program on tube 500 as on tube one.
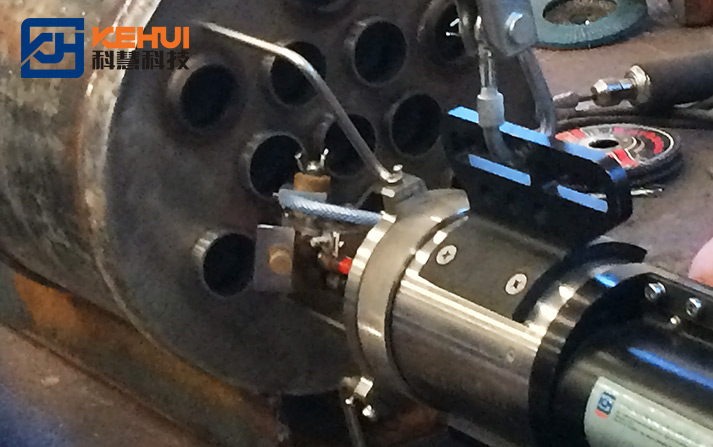
An orbital welding tube to tubesheet system controls the variables that matter: arc length, travel speed, current pulsing, and wire feed synchronization. For stainless-to-carbon steel, pulsing is particularly valuable. The current alternates between high amperage to establish penetration and low amperage to let the puddle freeze slightly, preventing sag . Pulse frequencies from 0.5 to 500 Hz let you tune the heat input for the specific wall thickness and material combination.
The welding head itself matters just as much. A good orbital welding tube to tubesheet head centers itself on the tube ID using expanding mandrels, ensuring the tungsten is concentric regardless of tube ovality . If the head is off-center, arc length varies around the circumference, and so does penetration.
Creating a Strength Weld Tube to Tubesheet
When we talk about a strength weld tube to tubesheet, we mean a weld designed to carry load—not just seal the joint. For stainless tubes in a carbon steel tubesheet, this requires attention to weld geometry.
The standard approach is to use a protruding tube configuration, where the tube extends 2-3 mm beyond the tubesheet face. The strength welded tube to tubesheet joint is then made as a fillet weld around the tube OD. This fillet adds throat thickness and increases load capacity compared to a flush fusion weld.
Filler metal selection is critical. For 304L stainless tubes to carbon steel, a 309L filler is commonly used because it accommodates the dilution and provides adequate strength and corrosion resistance . The weld procedure must be qualified on mock-ups that match production exactly, with cross-sections examined to verify penetration and freedom from defects.
ASME UW-20 defines what constitutes a full strength weld versus a partial strength weld . For applications where the joint must carry the full axial tube load, the weld size must be calculated accordingly, and the procedure must be qualified.
Where This Joint Configuration Gets Used
Different industries have different requirements for stainless-to-carbon steel tube to tubesheet joints, and the equipment adapts accordingly.
Heat Exchangers in Chemical Processing
In shell and tube heat exchangers, stainless tubes are often used for corrosion resistance while carbon steel tubesheets keep costs down . Here, an automatic tube to tubesheet welding machine runs production on hundreds or thousands of tubes per bundle. The weld head must fit into tight tube lanes, center quickly, and produce consistent fillet welds that pass inspection. Water-cooled heads allow continuous operation without overheating.
Boilers and Feedwater Heaters
In power generation, feedwater heaters sometimes combine stainless tubes with carbon steel tubesheets. These joints see severe thermal cycling. A strength welded tube to tubesheet joint here must accommodate differential expansion without cracking. Research has shown that the combination of welding and expansion—where tubes are expanded into grooves after welding—creates redundancy . The weld carries axial load while expansion ensures intimate contact and blocks crevice corrosion paths.
Condensers in Power Plants
Power plant condensers often use stainless or titanium tubes with carbon steel tubesheets. Our TP040 welding heads are specifically designed for these applications, handling flush tube configurations without wire feeding . The enclosed design provides the inert gas coverage needed for oxidation-sensitive materials.
Pressure Vessels with Internal Heat Transfer
In pressure vessels that require internal heating or cooling coils, stainless tubes may be welded to carbon steel tubesheets that form part of the vessel wall. Here, the orbital welding tube to tubesheet head must reach into confined spaces and produce code-quality welds that meet ASME Section VIII requirements.
The Process Step by Step
Here is how we recommend approaching a stainless-to-carbon steel tube to tubesheet welding job:
Step 1: Clean Everything Cutting fluids from tube hole machining must be thoroughly removed. If fluid is trapped in the annular space, it will decompose in the arc, generate hydrogen, and cause porosity . Solvent cleaning followed by drying is non-negotiable.
Step 2: Set Up the Automatic Tube to Tubesheet Welding Machine Select the correct collet size for your tube diameter. Install the appropriate torch angle—typically 7 degrees for protruding fillet welds . Program the weld schedule based on qualified procedure: current, pulse parameters, travel speed, and wire feed rate if used.
Step 3: Position the Orbital Welding Tube to Tubesheet Head The head expands its mandrels inside the tube ID, centering itself automatically. Check that the tungsten stickout and angle are correct for the joint configuration.
Step 4: Weld with Monitoring Start the cycle. The head orbits, the arc pulses, and filler wire feeds if required. Modern systems log every parameter for traceability. If something drifts out of spec, the machine alerts the operator.
Step 5: Inspect and Verify Visual inspection comes first. Then, depending on code requirements, you may need sectioning and macro-etch examination to verify penetration and freedom from defects.
Different Equipment for Different Applications
We build different welding heads for different joint types:
For flush tubes with no wire feeding, our TP040 head is ideal. It is lightweight (3.65 kg), water-cooled, and designed for stainless and titanium tube sheets in power stations and condensers .
For protruding tubes requiring fillet welds with filler wire, our TP060 head handles both carbon steel and stainless applications. It includes an integrated wire feeder and can reach into tighter spaces .
For high-volume production, multiple heads can run simultaneously from one power source. One operator monitors several welds in progress, inspecting completed joints while the machines work.
Why Strength Matters
A strength weld tube to tubesheet is not just about holding pressure during hydrotest. It is about long-term reliability. In service, thermal cycles impose strain on every joint. If all joints have identical strength and ductility, they accommodate movement together. If one is weaker, it takes more strain and eventually fails.
The strength welded tube to tubesheet joint approach ensures that every tube-to-tubesheet connection meets the design load requirements. Whether you are building to ASME Section I, Section VIII, or TEMA standards, the weld must be capable of transferring the applied tube loads .
The Bottom Line
Welding stainless steel tubes to carbon steel tubesheet is entirely doable, but it requires discipline. Cleanliness is critical. Filler metal selection matters. And the process must be controlled tightly enough to deliver consistent results across hundreds or thousands of joints.
That is where orbital welding tube to tubesheet technology comes in. An automatic tube to tubesheet welding machine removes the human variability that leads to incomplete fusion, inconsistent penetration, and premature failures. It lets you focus on developing the right procedure, then executes it exactly the same way every time.
If you are building heat exchangers, boilers, condensers, or pressure vessels with this material combination, come see what our machines can do. Bring a sample tubesheet, and we will run it on our floor. You will see the difference in consistency, in appearance, and in the data. No pressure, no jargon—just decades of helping people weld dissimilar metals correctly.









 Chinese
Chinese English
English OA
OA Current location:
Current location: Concrete Mixer Drum Robotic Welding Solutions
Concrete Mixer Drum Robotic Welding Solutions  Automobile Body Production Line Welding Fixtures
Automobile Body Production Line Welding Fixtures  Automotive Body Welding Automated Manufacturing Solutions
Automotive Body Welding Automated Manufacturing Solutions  Free-Teaching Programming Welding Robot Cell For I Beam Welding
Free-Teaching Programming Welding Robot Cell For I Beam Welding  No Programming Required Robotic Welding Systems for H beam Welding Line
No Programming Required Robotic Welding Systems for H beam Welding Line